Convencionales:
- Ultrasonido Industrial.
- Líquidos Penetrantes.
- Partículas Magnéticas.
- Radiografía Industrial.
- Inspección Visual.
- Cámara de Vacío.
- Prueba de Torque.
- Mantenimiento y Prueba Hidrostática a Válvulas de Seguridad.
- Integridad Mecánica.
Avanzados:
- Inspección de componentes aislados PEC (Corrientes Eddy Pulsadas).
- Ondas Guiadas.
- Radiografía Digital
- Ultrasonido Arreglo de Fases.
- TOFD (Time of Flight Diffraction).
- PMI (Identificación Positiva de Materiales).
- Reflectometria de Pulso Acústico.
- Envolventes No Metálicos a Recipientes a Presión, Tuberías y accesorios con Fibra de Carbono.
Inspección de componentes aislados PEC (Corrientes Eddy Pulsadas)
Determinación de corrosión (perdida de material) en elementos con aislamiento.
Es un equipo único, para el monitoreo de corrosión que permite inspeccionar tuberías o recipientes de material ferroso a través del aislamiento térmico en las siguiente circunstancias demandantes.

Una solución efectiva para el monitoreo y detección de la corrosión:
- Sistema basado en Corrientes Eddy Pulsadas (Pulsed Eddy Current)
- Un método de inspección no intrusiva (NII) y un sistema de monitoreo comprobado.
- No requiere estar en contacto directo con la superficie, ni preparación de la misma.
- Permite medir la corrosión en tuberías y recipientes de acero al carbón de baja aleación a través de cualquier aislamiento o recubrimiento no conductor o magnético, protección de concreto retardante al fuego, asbesto, crecimiento marino y otros.
- No requiere una costosa e innecesaria remoción del aislamiento para efectuar la inspección lo cual representa un ahorro considerable en costos para el cliente
- Aplicaciones típicas:
Desarrollo e innovación constante de nuestra tecnología PEC:
- Espesor de pared del objeto: desde 2mm hasta 70mm
- Espesor de aislamiento: hasta 200mm
- Temperatura hasta 500°C
- Diámetro de tubería: arriba de 2”
- Precisión: 95% del valor de referencia (Desviación de la medición +/- 5% del valor de referencia)
- Repetibilidad: 98% (desviación de la medición +/- 2% del valor de referencia)
- Operación en un amplio rango de temperatura ambiental de -20ºC hasta 55°C
- Capaz de operar en ambientes saturados de humedad y a prueba de salpicaduras (IP65)
- Beneficios en costos por palpadores diseñados para aplicaciones especificas
- Robustez: Sin partes móviles.
- Alimentado por baterías.
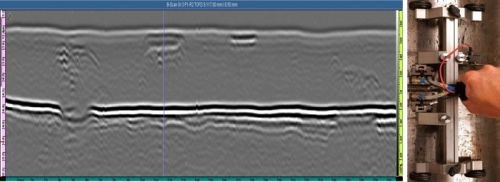
Inspección con la técnica de Ultrasonido de Largo Alcance (ONDAS GUIADAS)


A diferencia del ultrasonido convencional, donde la inspección el localizada, en el sistema de ondas guiadas la inspección se realiza empleando un anillo de transductores para emitir ondas ultrasónicas de baja frecuencia que viajan hacia ambos lados del ducto, logrando de esta manera la inspección de grandes distancias de tubería desde un único punto de aplicación.
Se evita la remoción y reposición generalizada del material aislante o revestimiento, excepto en la zona donde se coloca el anillo.
Características de la Inspección:
- Aplicable a diámetros de 2” a 24”
- 100% de cobertura de la inspección
- Rango de ensayo:
- Aéreo +/- 40 mts.
- Enterrada +/- 15 mts.
- Servicio a temperaturas desde -30⁰C hasta 125⁰C
- Detección de perdida de metal tanto interna como externa
- Sensibilidad:
- Perdida de metal desde el 3% de la sección transversal de pared
- Detección confiable en indicaciones del 9% de pérdida de metal y mayores
- Discriminación entre indicaciones detectadas y las características del tubo: soldaduras, cambio de dirección, soportes, derivaciones, etc…..
- Exactitud longitudinal de aproximadamente +/- 100 mm.
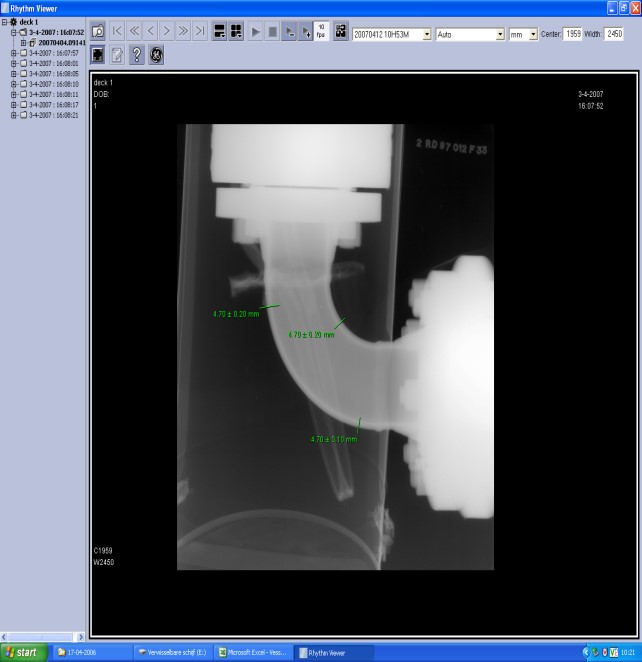
Inspección con la técnica de Radiografía Computarizada
Para la valoración de la integridad de tuberías y objetos con diámetros de hasta 6″ en S40 o hasta 8″ en S40 o 6″ en S80, empleando una fuente de poder de Ir-192. (nota: el límite para radiografía convencional es 6” en S40)
El sistema de radiografía digital consta de los siguientes componentes:
- Equipo (torre de escaneo) Digital RT GE-AGFA CR
- Estación de trabajo (PC) Dell de alto rendimiento
- Monitor de 2MP alta definición de 21”
- Software Radview 3.8
- Cassette/IP 8″x10″ / 14″ x 17″ GE-AGFA IPC
- Equipo y accesorios de rayos gamma con fuente de Iridio-192
- Vehículo de transporte
Personal para la operación del equipo:
- 1 Operador líder calificado
- 1 Asistente
- 1 técnico en radiografía convencional
Para este trabajo RTD utilizara un equipo de RD, completamente automático, lo cual asegura un flujo de trabajo superior a otro tipo de sistemas disponibles en el mercado, este equipo puede utilizar placas en dos tamaños 14” x 17” y 8” x 10”,
El resultado del procedimiento anterior son una serie de archivos digitales los cuales se pueden visualizar mediante el software adecuado. Estos archivos se entregan en CD/DVD/u otro medio de almacenamiento portátil (dependiendo del tamaño del proyecto), anexo a este reporte se proporciona un software para visualizar las imágenes (viewer)
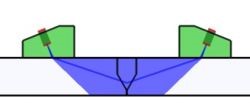
Ultrasonido Arreglo de Fases (Phased Array)

El examen radiográfico ha sido paulatinamente sustituido por las técnicas avanzadas como lo son el Arreglo de Fases (Phased Array) y TOFD (Time of Fly Diffraction)
A diferencia del Ultrasonido convencional el Arreglo de Fases puede inspeccionar a diferentes ángulos y profundidades en una pieza usando solamente un transductor. La habilidad de realizar un barrido sectorial electrónicamente con un transductor de Arreglo de Fase aumenta enormemente la probabilidad de detectar fallas críticas como grietas y falta de fusiones en comparación con el Ultrasonido convencional.
- Ventajas y beneficios:
- Una alternativa a los requerimientos de inspección radiográfica.
- Reducción del tiempo requerido para realizar ajustes de inspección y hacer barridos.
- Elimina la necesidad de realizar múltiples inspecciones utilizando sensores de ángulo y punto focal fijos.
- Permite incrementar la sensibilidad y mejorar la relación señal-ruido al utilizar focalización electrónica.
- Inspección en áreas de difícil acceso desde un solo punto de contacto.
- Permite que la inspección sea grabada para una posterior revisión y evaluación.
- No genera contaminación al medio ambiente.
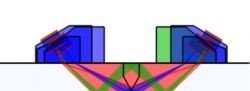
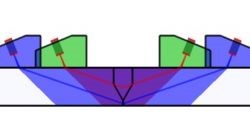
TOFD (Difracción del tiempo de vuelo)
La técnica TOFD puede ser usada sola o junto con otras técnicas de ultrasonido. Algunas de las técnicas más conocidas son:

TOFD en un solo grupo TOFD de múltiples grupos TOFD con ondas pulso-eco TOFD con Phased Array
La técnica TOFD es una inspección con los principios del ultrasonido, completamente computarizada en la detección y monitoreo de defectos en el material dando su tamaño, ubicación y profundidad.
Esta técnica funciona con 2 elementos llamados palpadores (emisor-receptor), que son colocados a distancias equidistantes y perpendiculares a la soldadura, con ángulos de entre 45⁰ y 70⁰, montados en un dispositivo que les servirá como vehículo para deslizarse sobre la superficie del material.
El resultado se computa haciendo referencia de la respuesta de la onda lateral donde la profundidad de la indicación es calculada en la diferencia del tiempo de vuelo entre la onda lateral y el pulso difractado. La onda lateral superficial es la que nos da los defectos de la superficie, tales como socavados, porosidad, faltad de fusión sub-superficial.
- Se aplica a materiales magnéticos y no magnéticos, de baja y alta aleación
- No importa la configuración geométrica de la soldadura
- Espesores de 0.500” hasta 20”
- En espesores de pared gruesa verifica fisuras y falta de fusión no detectable con radiografía
PMI ( Identificación Positiva de Materiales)


La Identificación Positiva de Materiales (PMI) le ayuda a determinar la composición química de materiales e identificar el tipo de aleación con la que están compuestos materiales tales como tubos, válvulas, bombas, etc. La Identificación Positiva de Materiales (PMI) le ayuda a verificar que los componentes que conforman los distintos materiales corresponden con sus requerimientos.
Estos equipos tiene capacidad para detectar elementos tales como: Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Zn, Zr, Nb, Mo, Hf, TA, W, Re, Pb, BI, Pd, Ag, Sn.
Ventajas de la Identificación Positiva de Materiales (PMI):
- Permite realizar los ensayos in-situ, sin necesidad de detener el proceso productivo para realizar la PMI.
- No daña los materiales y componentes ya que es un Ensayo No Destructivo (END).
- Le aporta resultados rápidos y fiables.
Reflectometría por Pulso Acústico
Este equipo representa una novedosa opción para la inspección de intercambiadores de calor y otros elementos del mismo tipo sin la utilización de las sondas convencionales, el principio de funcionamiento es la reflectometria de pulso acústico, el método de inspección es como sigue:
- El transductor emite un pulso acústico a lo largo del tubo
- Los ecos regresados generados por los defectos son registrados y analizados
- Algoritmos patentados identifican y reportan la ubicación exacta, tipo y tamaño de los defectos en el diámetro interno.
Este equipo cuenta con patente y ha sido probado con muy buenos resultados en instalaciones petroleras alrededor del mundo.
Puede negociar con tuberías de hasta 4 «de diámetro interior, de cualquier forma o material
- Calentadores, tubos aletados, otros intercambiadores de calor
- Curvas en U, tubos torcidos, tubos en espiral
- Metales ferromagnéticos y no ferromagnéticos, grafito y plásticos
Inspección no-invasiva, ultra-rápida
- Menos de 10 segundos por tubo, 5 seg. <20 pies (6 m)
- Suficientemente rápido cuando se requiere una inspección al 100%
- Excelente en situaciones de emergencia
- No se requiere tener sondas para consumo, ni estándares
- Fácil manejo
- Interpretación y emisión de reportes en la computadora


Envolventes no Metálicos con Fibra Carbono


Es un sistema de rehabilitación compuesto de fibra de carbono + resinas epóxicas
- Cumple con los requisitos de ASME PCC2-2011 y de ISO/TS24817
- Puede compartir la carga con el espesor remanente del tubo
- Puede soportar toda la carga cuando existe una perforación
Propiedades de la resina epóxica:
- Alta adherencia
- Se puede aplicar en condiciones húmedas
- No es inflamable
- Alta temperatura de trabajo
Propiedades de la Fibra de Carbono:
- Alto módulo de esfuerzo
- Tejido bidireccional
- Envejecimiento despreciable
- Conteo de múltiples filamentos
Este sistema de rehabilitación es utilizado para atender indicaciones localizadas como:
- Bajo espesor por:
- Corrosión Ligera
- Corrosión Media
- Corrosión Severa
- Abolladuras
- Concentradores de esfuerzo: Muescas, Rayones, Tallones
- Desalineamientos
- Fugas
Este sistema se aplica sobre cualquier diámetro, dimensión y forma, en tubería superficial y subterránea, zonas lacustres y pantanosas
Ventajas:
- No se requiere sacar de operación la tubería
- No requiere trabajos de corte y soldadura
- Larga vida del servicio
- Garantía de reparación de acuerdo el tipo de daño
- Se puede aplicar en superficies secas o húmedas
Inspección a tanques atmosféricos de acuerdo a API 653
Inspección interna y externa de acuerdo a API 653 de tanques atmosféricos, con verificación de verticalidad, este servicio incluye el equipo para la inspección completa interna y externa de acuerdo a API 653, incluyendo la inspección del fondo de cada tanque con equipo MFL (Fuga de Flujo Magnético).
Se entregaran tres reportes de los hallazgos:
- Reporte en sitio
- Reporte preliminar (Después de tres días laborables del término de la inspección)
- Reporte Final: Enviado después de 3 semanas de haber dejado el sitio de los trabajos, estos reportes incluyen:
- Todos los componentes inspeccionados
- Mediciones de espesor y evaluaciones de, Fondo, cuerpo y techo.
- Informe de asentamiento y evaluación de acuerdo a API 653, Anexo B
- Evaluación de altura de llenado (Fill Height)
- Checklist interno y externo de acuerdo a API 653
- Hallazgos internos y externos.



Inspección de Recipientes Esféricos de acuerdo a API 510
Conocer las condiciones actuales de los diferentes componentes a ensayar (casquetes, Anillos del cuerpo, boquillas patas-soportes, escalera, etc.), De los recipientes esféricos, Inspeccionando con técnicas no destructivas convencionales y avanzadas, además de realizar reparaciones en caso de detectarse indicaciones y cambio de válvulas de seguridad, de acuerdo al siguiente programa:
- Revisión de planos, condiciones de operación, condiciones de diseño y materiales.
- Instalación de andamios seguros, patentados y certificados tipo sistema total.
- Aplicación de las técnicas no destructivas por inspectores nivel II y niveles III.
- INSPECCIÓN VISUAL: Conocer el estado superficial parte interna y externa del metal base y soldaduras.
- MEDICIÓN DE ESPESORES: Conocer los espesores actuales en placas de los casquetes superiores e inferiores, placas de los anillos, cuellos de boquillas y bridas.
- PARTÍCULAS MAGNÉTICAS: La técnica de partículas magnéticas, se realizara con la intensión de detectar indicaciones lineales superficiales y su-superficiales.
- ARREGLO DE FASES: Sistema de Inspección por Ultrasonido, en el cual se utilizan transductores con múltiples elementos piezoeléctricos, que crean haces de ultrasonido.
- ENSAYOS METALOGRÁFICOS Y TOMA DE DUREZAS: Conocer si el material cumple con las especificaciones con las que fueron diseñadas
- ANÁLISIS DE LA CORROSIÓN EN LAS ZONAS CUBIERTAS POR CONCRETO IGNIFUGO DE LOS SOPORTES Y VENTEOS: Inspeccionar por el principio de Corrientes EDDY (PEC), el deterioro por corrosión bajo el recubrimiento de concreto
- Reparación de indicaciones detectadas durante la aplicación de las diferentes pruebas no destructivas.
- Evaluación e interpretación de los resultados obtenidos en las pruebas no destructivas realizadas a los tanques Esféricos, por el Inspector API 510.
- Limpieza del área retirando material y equipo.
Elaboración de reportes con sus fotografías, isométricos y/o planos indicando las áreas Reparadas e Inspeccionadas.

